铝件抛光技术是铝制品行业最常用的技术之一了,其中几种常见的铝件抛光技术更是技术人员不得不学的。
一、对铝制品表面进行机械抛光:
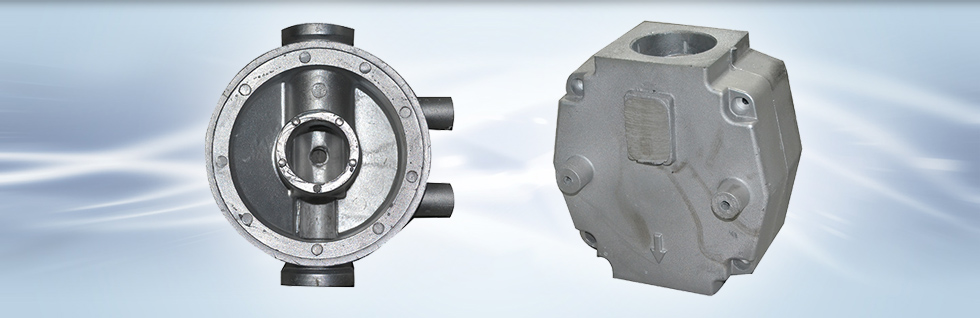
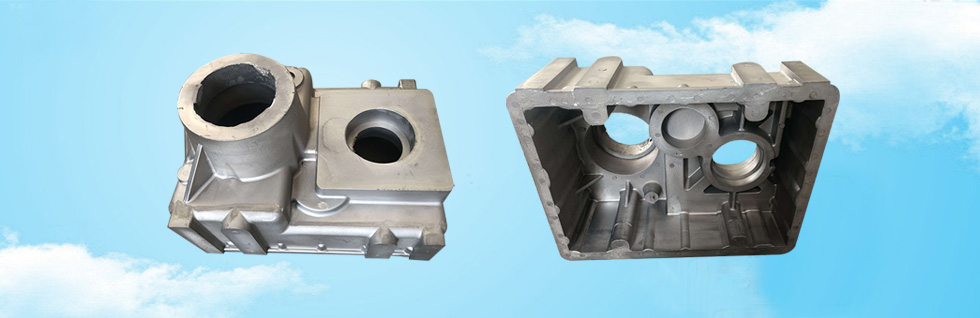
1、机械抛光工序为:粗磨、细磨、抛光、抛亮、喷砂、刷光或滚光等,根据制表面的粗糙程度来适当采取不同的工序。下图为铝件抛光的成品:
用喷砂机最方便,我记得以前发过一个最简单的喷砂机,就是用一个可乐瓶子,装一瓶金钢砂,再放一根M8的胶管,约一米长,另一头放在工件处,用风枪吹管口,就相当于喷砂,操作工当时头上戴了一个大大的白色塑料袋。
二、化学除油除膜:
化学除油除膜过程是借着化学反应和物理化学作用,除去制件表面的油污和自然氧化膜。化学除油除膜一般采用酸性除油除膜剂AC。
使用条件:
1、浓度:2-7%
2、工艺条件: 温度:20-30℃ 时间:2-10min
酸洗液的配方:
浓硝液200~270ML/L
温度:室温时间:1-3min
除去含硅铝合金制件表面氧化膜和硅浮灰的酸洗液配方:
浓硝酸3体积;浓氢氟酸1体积。
温度:室温 时间:5-15min
铝及铝合金制件经化学酸洗后,必须立即用流动温水和冷水清洗,以除去残酸,然后浸入水中,以备化学抛光。
5、化学抛光:
化学抛光是利用铝和铝合金制作在酸性或碱性电解质溶液中的选择性自溶解作用,来整平抛光制年表面,以降低其表面粗糙度、PH的化学加工方法。这种抛光方法具有设备简单、不用电源,不受制件外型尺寸限制,抛兴速度高和加工成本低等优点。
铝及铝合金的纯度对化学抛光的质量具有很大的影响,它的纯度愈高,抛光质量愈好,反之就愈差。
化学抛光就是采用简要的粘性液膜理论进行的。
抛光液配方和工艺条件:
配方一:(重量份)
浓磷酸75% ;浓硫酸8.8%;浓硝酸8.8%;尿素3.1%;硫酸胺4.4%;硫酸铜0.02%。
温度:100-200℃ 时间:2-3min
配方二:(重量份)
浓磷酸85%;浓硝酸5%;冰乙酸10%。
温度:90-105℃ 时间:2-5min
抛光液的配制方法:
1、先把磷酸、硫酸和硝酸按照一定的(%)重量,逐渐依次倒入抛光槽内,小心拦匀。
2、再按配方的成分,分别用水溶解一定(%)重量的冰乙酸、尿素、硫酸胺、硫酸铜加入槽内拌匀。
3、然后,在搅拌状态下,逐渐调节上述抛光液至各配方所需的温度范围,即可进行化学抛光。
三、化学抛光工艺条件的影响:
1、温度影响:温度应控制在90-115℃之间,其中最佳温度为105℃。
2、抛光时间的影响:抛光时间与抛光温度成反比,温度低延长抛光时间,温度高缩抛光时间。
将煤油(最好),或柴油,或机油滴到氧化铜上,然后用干布去蹭一会儿,氧化铜就被蹭到干布上,所蹭之处呈绿色,这时将蹭下的氧化铜擦到铝合金零件表面,保持一会儿,然后用力擦,你会发现越擦越黑,不要紧,接着擦下去......再看看,零件开始变亮啦,换用干净的布,接着擦(抛光),零件会越擦越亮!效果就和镀铬差不多,可长久保持光亮,即便放置很久落了灰,再用干布稍擦几下又会光亮如新了,
此法只对铝合金(硬铝)材料有效!软铝效果不好......
需要说明的是:要想达到理想的光亮效果,关键在于上氧化铜之前工件的光洁度,这一步你稍费点事,用0号水砂纸把零件抛的很光亮,然后再用氧化铜处理,搞好后的光亮程度绝对让你吃惊!(若是合金铝板,可变成镜子)......抛光操作时间越长,效果就越好!
车制圆形零件,相对好处理,可夹在车床或电钻上抛光,外形不规则或是平板零件,可将抛光布轮夹在电钻上操作......俺用抛光布轮嫌布毛乱飞,故仍用手工抛光......
此办法只适合处理少量的零件,效果很好,可以边做边欣赏......
厂家、商家要处理大批量工件(用此法会累死他们哦), 肯定要去阳极氧化啦......
本文《几种不得不了解的铝件抛光技术》由 铝铸件厂家,压铸铝件厂家-温州市秀存液压机械有限责任公司 收集整理,转载请注明网址:
http://www.yjxfzz.com/